




Horúca valcovacia stolica stroja s prevádzkou bočného pracovného valca hriadeľa valcovacej stolice
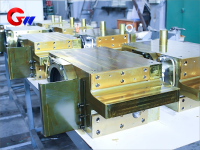
Naša spoločnosť má päťosové obrábacie centrum DMG DMF1800 * 600, horizontálne obrábacie centrum, vertikálne obrábacie centrum, portálové obrábacie centrum a vysoko presnú kontrolu troch súradníc.
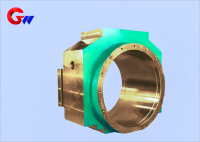
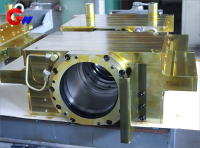
Blok hriadeľa pracovného valca je jedným z presných kľúčových produktov GW.
- GW Precision
- Luoyang, Čína
- Zmluvné upresnenie
- Ročná kapacita oceľovej cievky je 4000 kusov
- informácie
Horúca valcovňa stroj prevádzkovaného bočného pracovného valca valcovacieho bloku hriadeľa
(Vhodné pre výrobné linky na valcovanie za tepla plechu a pásovej/profilovej ocele)
1、Aplikačné scenáre
1. Hlavné funkcie
Umiestnenie valčekov a prenos sily:
Udržujte stabilitu pracovného valca pri pôsobení valcovacej sily (maximálne 30 MN) a ohybovej sily (± 1000 kN)
Vydržať okamžité nárazové zaťaženie hryziacej ocele (koeficient nárazu 2,0-3,5)
Tepelný manažment:
Pri práci v prostredí s teplotou valcovania 400-800 ℃ môže okamžitá povrchová teplota dosiahnuť 300-450 ℃
Potreba odolávať periodickému tepelnému namáhaniu (>10 ⁵ cyklov/rok)
2. Typické pracovné podmienky bloku hriadeľa mlyna
Mechanické zaťaženie: Hertzovo kontaktné napätie 1000-1500MPa, zaťaženie torznými vibráciami (kritická rýchlosť by sa mala vyhnúť pracovnej rýchlosti 1,5-2,5 krát)
Prostredie opotrebovania: Brúsne častice oxidu železitého (HV800-1100) + valivé mazivo vysokoteplotná karbonizácia
Výber materiálu a optimalizácia bloku hriadeľa pracovného valca
1. Základný materiál
Kvalita materiálu, hlavné výhody, použiteľné scenáre
Pevnosť pri vysokej teplote 50CrMoV (σ 0,2 ≥ 650 MPa pri 500 ℃) široká a hrubá valcovňa plechu (valcové telo>3m)
Nízkocyklový únavový výkon (Nf ≥ 5000-krát pri Δ ε t=1 %) vysokopevnostnej pásovej ocele 38CrNiMoV počas valcovania
H13 vylepšené tepelne odolné praskanie (tepelná vodivosť 24 W/m · K) nehrdzavejúca oceľ valcovaná za tepla
2. Kľúčové technológie výstuže
Dosadacia plocha ložiska:
Laserové kalenie (hĺbka kaliacej vrstvy 2-3 mm, HRC54-58)
Plazmový nástrek WC-10Co4Cr (pórovitosť <0,8 %)
Oblasť závitového spojenia: boronizácia (vrstva Fe2B 50-80 μm)
3. Inovatívne aplikácie materiálov
Funkčná os gradientu:
Jadro: 25Cr2MoV (vysoká húževnatosť)
Povrch: Stellite 21 (odolný voči opotrebovaniu pri vysokej teplote)
Difúzne spájanie pomocou izostatického lisovania za tepla (HIP)
3. Systém tepelného spracovania
Vákuové kalenie: 1020 ℃ × 3h (chladenie dusíkom)
Dvojité temperovanie: 560 ℃× 4h + 520 ℃× 6h (chladené olejom)
Stabilizačné ošetrenie: Hlboké chladenie (-120 ℃ × 8 h) + starnutie (250 ℃ × 24 h)
4. Spevnenie povrchu
Kompozitné spracovanie:
Brokovanie (sila Almen 0,4-0,45 mmN)
Iónová sulfurizácia (vrstva FeS 1-2 μm)
Laserové textúrovanie (Sa=3–5 μm)
*Kľúčové procesy:
Brúsenie polohy ložiska pri konštantnej teplote (chladiaca kvapalina 20 ± 1 ℃)
Elektrochemické obrábanie prechodového zaoblenia (presnosť uhla R ± 0,05 mm)*
Typické parametreBlok hriadeľa valcovacej stolice pracovného valca
Požiadavky na indikátory parametrov
Tolerancia priemeru osi φ 320 ± 0,008 mm
Rýchlosť tečenia pri vysokej teplote ≤ 1 × 10 ⁻⁷ %/h (500 ℃/200 MPa)
Zrýchlenie vibrácií ≤ 4,5 m/s² (ISO 10816-8)
Životnosť tohto hriadeľa vo valcovni za tepla je 2-3 roky (s ročnou kapacitou valcovania 1,5-2 mil. ton) a použitím spádových materiálov je možné ju predĺžiť na 5 rokov. Podiel porúch tepelnou únavou je väčší ako 60 % a súčasný výskum a vývoj sa sústreďuje na nanoštruktúrne tepelné bariérové povlaky.



