Horúca valcovňa stroj prevádzkovaného bočného pracovného valca hriadeľa valcovacej stolice
Naše výhody: Vysoko presné inteligentné CNC výrobné zariadenia, high-tech personál, vyspelý systém spracovania, prísny proces kontroly kvality, vysoko presné kontrolné nástroje, vynikajúci proces riadenia výroby, je zárukou vysoko kvalitných výrobkov.
Naša spoločnosť má päťosové obrábacie centrum DMG DMF1800 * 600, horizontálne obrábacie centrum, vertikálne obrábacie centrum, portálové obrábacie centrum a vysoko presnú kontrolu troch súradníc. Stroj 80% vybavenia tvoria CNC obrábacie stroje; Výkonné vybavenie, aby sme získali silné zabezpečenie kvality pri výrobe a spracovaní produktov.
- Guangwei Manufacturing Precision
- Henan, Luoyang
- Zmluvné upresnenie
- informácie
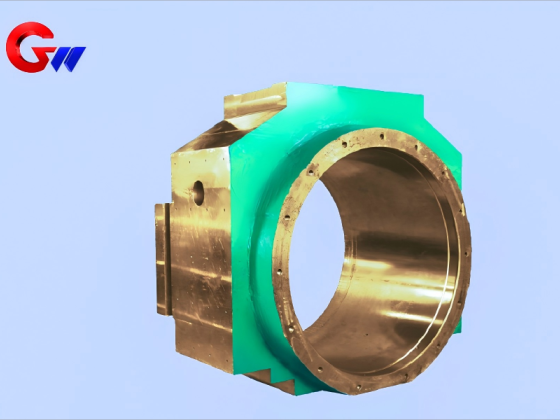
Horúca valcovňa stroj prevádzkovaného bočného pracovného valca hriadeľa valcovacej stolice
Aplikačné scenáre hriadeľa rámu pracovného valca na prevádzkovej strane valcovne za tepla
Funkcia: Podporujte pracovný valec, odolávajte vysokým zaťaženiam, nárazovým silám a treniu počas procesu valcovania a prispôsobte sa vysokej teplote, vysokej vlhkosti a prašnému prostrediu.
Typické prevádzkové podmienky:
Vysoká teplota (teplota povrchu valca môže počas valcovania dosiahnuť viac ako 600 ℃);
Vysoké cyklické namáhanie (časté zastavenie štartu a premenlivé zaťaženie);
Musí odolávať oxidácii a opotrebovaniu.
Výber materiálu hriadeľa rámu pracovného valca na prevádzkovej strane valcovne za tepla
Bežné materiály:
Legovaná konštrukčná oceľ, ako je 42CrMo a 40CrNiMoA, má vysokú pevnosť, húževnatosť a odolnosť proti opotrebovaniu.
Nástrojová oceľ: ako napríklad H13 (4Cr5MoSiV1), vhodná pre požiadavky na vyššiu teplotu a odolnosť proti opotrebovaniu.
Nehrdzavejúca oceľ: napríklad 17-4PH (typ vytvrdzovania zrážaním), používaná v korozívnom prostredí.
Kritériá výberu:
Pevnosť v ťahu (≥ 800 MPa), medza únavy, vysoká teplotná stabilita;
Rovnováha medzi nákladmi a výkonom spracovania.
Proces tepelného spracovania hriadeľa rámu pracovného valca na prevádzkovej strane valcovne za tepla
Kľúčové kroky:
Spracovanie kalením a popúšťaním (kalenie + popúšťanie pri vysokej teplote):
Kalenie: Kalenie oleja pri 850 ~ 880 ℃ na získanie martenzitickej štruktúry;
Temperovanie: 550 ~ 650 ℃ na odstránenie napätia a zlepšenie húževnatosti.
Spevnenie povrchu (voliteľné):
Indukčné kalenie: lokálne kalenie hrdla hriadeľa, hĺbka 2-5mm, tvrdosť HRC50-55;
Nitridačná úprava: Plynová nitridácia alebo iónová nitridácia, povrchová tvrdosť ≥ HV900, zlepšuje odolnosť proti opotrebeniu.
Žíhanie na odľahčenie napätia: Eliminácia zvyškového napätia pred presným obrábaním.
Výroba hriadeľa rámu pracovného valca valcovne za tepla kladie dôraz na vysokú pevnosť materiálu, presnosť procesu tepelného spracovania a prísnu kontrolu výrobného procesu. Rozumným výberom materiálu a riadením procesu možno výrazne predĺžiť životnosť komponentov (zvyčajne sa navrhuje na 5-10 rokov) a znížiť náklady na údržbu valcovní. Pri skutočnej výrobe je potrebné upraviť parametre podľa konkrétneho modelu valcovne (ako je 2050 mm valcovňa za tepla) a valcovacích materiálov (ako je nehrdzavejúca oceľ a uhlíková oceľ).
Hlavné produkty:Všetky druhy hriadeľa valcovej valcovacej stolice, ohýbacieho valcového bloku a iných presných častí mlyna, presnosť týchto výrobkov priamo ovplyvňuje presnosť mlyna priamo ovplyvňuje kvalitu výrobkov vyrábaných mlynom.
Typ je prevádzková strana hriadeľa bloku valcovacej stolice pracovného valca medziľahlého valca valca a môže tiež prijať iné neštandardné prispôsobenie od zákazníkov.
Prevádzková strana pracovného valcového valcovacieho procesu s blokovým hriadeľom
Spoločnosť vytvorila súbor vyspelej technológie mechanického spracovania na výrobu ložiskových puzdier na základe akumulácie dlhodobých skúseností: