




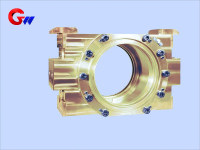

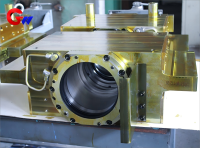
Stroj na valcovanie za studena z medziľahlého ložiskového bloku na prevádzkovej strane
Materiál a tepelné spracovanie sedla medzivalového ložiska na prevádzkovej strane valcovne za studena
Materiál telesa bloku stredného valčekového ložiska na ovládacej strane:
Vysokopevná liatina (HT300/HT350) alebo oceľoliatina (ZG310-570), s pevnosťou v ťahu ≥ 500 MPa.
Výstelka odolná voči opotrebovaniu je vyrobená z bronzu (ZCuAl10Fe3) alebo polymérneho kompozitného materiálu (ako je materiál modifikovaný PTFE).
Tepelné spracovanie:
Odliatky vyžadujú ošetrenie starnutím (na odstránenie vnútorného pnutia) a vysokofrekvenčné kalenie kritických kontaktných plôch (tvrdosť HRC45-50).
- GW Precision
- Luoyang, Čína
- Zmluvné upresnenie
- informácie
Stroj na valcovanie za studena z medziľahlého ložiskového bloku na prevádzkovej strane
Rozmery a tolerancie medzivalčekového ložiskového bloku na prevádzkovej strane
Montážne otvory ložísk:
Podľa typu ložiska (ako je séria štvorradových kuželíkových ložísk TQO) je tolerancia zvyčajne H6 (vnútorný otvor) alebo js6 (vonkajší priemer).
Požiadavka na drsnosť: Ra nosného protiľahlého povrchu je ≤ 0,8 μm a Ra protiľahlého povrchu je ≤ 3,2 μm.
Presnosť polohovania:
Kruhosť vnútorného otvoru sedla ložiska je ≤ 0,008 mm a súososť je ≤ 0,015 mm/500 mm.
Vôľa lícovania s hrdlom valca: 0,05-0,10 mm (s ohľadom na tepelnú rozťažnosť).

Programovanie CNC obrábania
Programátori používajú PC simulačné spracovanie na spustenie programu, optimalizujú linky spracovania a rozumné usporiadanie nástrojov na spracovanie tak, aby bolo spracovanie obrobku presnejšie s úhľadnými a krásnymi nožovými linkami.
Vysoko presné vybavenie na spracovanie
CNC horizontálne obrábacie centrum, CNC vertikálne obrábacie centrum, päťosové komplexné obrábacie centrum a ďalšie vysoko presné spracovateľské zariadenia zabezpečujú presnosť veľkosti spracovania produktu Operate Side Intermediate Roller Bearing Block a tiež zabezpečujú, že zložitá štruktúra obrobku môže byť hladko a presne spracovaná.

Proces výroby a montáže medziľahlého ložiskového bloku Operate Side Technológia spracovania:
CNC vyvrtávačka a frézka na opracovanie ložiskových otvorov (presnosť úrovne IT6), honovanie alebo brúsenie pre finálne spracovanie.
Chyba polohy otvorov pre skrutky je ≤ 0,05 mm, aby sa zabezpečilo presné ukotvenie k rámu.
Požiadavky na montáž:
Nastavte silu pred utiahnutím ložiska podľa špecifikácií výrobcu (ako je axiálna sila pred utiahnutím 8-12 kN).
Na inštaláciu použite hydraulické matice, aby ste sa vyhli nárazovým zaťaženiam.
Kontrola procesu kvality
Od spracovania polotovaru, detekcie chýb, tepelného spracovania až po výrobný proces, každý proces musí skontrolovať inšpektorov, ktorí sú kvalifikovaní pred ďalším spracovaním procesu.
Kontrola a testovanie
Našou zárukou kvality sú prísne kontrolné a testovacie postupy. Každý medziľahlý valčekový ložiskový blok má kompletnú sadu správ o analýze chemického zloženia, správy o tepelnom spracovaní, správu o detekcii chýb, správu o kontrole rozmerovej tolerancie, tolerancie tvaru a polohy (tri súradnice a ďalšie presné kontrolné nástroje zabezpečujú presnosť veľkosti obrábania), pričom všetky sú vysledovateľné a sledovateľné.

Mazanie a tesnenie sedla medzivalového ložiska na prevádzkovej strane valcovne za studena
Systém mazania:
Koncentrované mazanie riedkym olejom (tlak 0,3-0,5MPa, prietok 30-50L/min), alebo mazanie olejovým vzduchom (objem kvapiek oleja 5-10 kvapiek/min).
Viskozita mazacieho oleja: ISO VG 68-100 (pri 40 ℃).
Dizajn tesnenia:
Kombinované tesnenie (labyrintové tesnenie + perové tesnenie zosilnené pružinou), prachotesné podľa normy ISO 4406 18/16/13.
Tesniaci materiál: Fluorokaučuk odolný voči vysokej teplote (FKM) alebo polyuretán (PU).





