




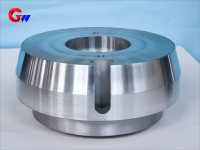
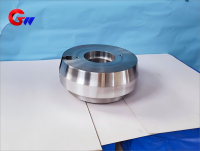
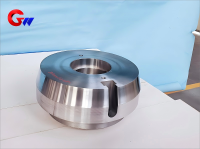
Odlievacia oceľová valčeková kužeľová hlava
GW kužeľová hlava na presné liatie z ocele je jednou z dôležitých súčastí valcovne.
- GW Precision
- Luoyang, Čína
- Zmluvné upresnenie
- 1000 kusov
- informácie
Odlievacia oceľová valčeková kužeľová hlava
Hlava valcového kužeľa z odlievanej ocele sa používa hlavne v metalurgických valcovniach, banských strojoch, ťažkých zariadeniach a iných príležitostiach, ktoré vyžadujú vysoké radiálne a axiálne zaťaženie. Jeho konštrukčným znakom je použitie kuželíkových ložísk (ako je séria TIMKEN), ktoré súčasne odolávajú radiálnym a axiálnym silám, vhodné pre vysoké nárazy, vysokú rýchlosť alebo vysoké zaťaženie.
Aplikačné scenáre odlievacej oceľovej valcovej kužeľovej hlavy
1. Hlavné oblasti použitia
Valcovanie za tepla/za studena: Podporuje pracovný valec, medzivalec alebo podporný valec, aby odolal valcovacej sile a axiálnemu pohybu.
Banské stroje: používajú sa pre prenosové systémy ťažkých zariadení, ako sú drviče a guľové mlyny.
Zariadenie na veternú energiu: sedlo ložiska hlavného hriadeľa veternej turbíny.
Lode/ťažké stroje: rotujúce komponenty s vysokým zaťažením, ako sú lodné hriadele a prevodovky.
2. Charakteristika práce
Vysoké zaťaženie: odoláva radiálnej sile (valcovacia sila) a axiálnej sile (valcovací pohyb valca).
Prostredie s vysokou teplotou/vysokým znečistením: V podmienkach valcovania za tepla sa vyžaduje tepelná odolnosť a ochrana pred oxidáciou; Ťažobné prostredie musí byť prachotesné a vodotesné.
Požiadavka na vysokú presnosť: Presnosť lícovania medzi vnútorným otvorom sedla ložiska a vonkajším krúžkom ložiska (zvyčajne úroveň H7 alebo H8).
Proces tepelného spracovania pre kužeľové ložiskové sedlo valca z liatej ocele
Kužeľové ložiskové sedlo valca z liatej ocele je zvyčajne vyrobené z nízkolegovanej ocele (napríklad ZG35CrMo, ZG42CrMo) a proces tepelného spracovania je nasledujúci:
1. Predúprava (žíhanie alebo normalizácia)
Účel: Eliminovať napätie pri odlievaní, zjemniť veľkosť zrna a zlepšiť obrobiteľnosť.
Proces: Zahrejte na 850-900 °C℃a udržiavajte v teple pred chladením vzduchom (normalizáciou) alebo chladením pece (žíhaním).
2. Kalenie a temperovanie (kalenie + kalenie)
Kalenie: Zahrejte na 850-900 °C℃(v závislosti od materiálu), kalenie olejom alebo vodou (aby sa zabránilo deformácii).
Temperovanie: Temperovanie pri 500-650℃získať martenzitickú štruktúru, vyrovnávajúcu pevnosť a húževnatosť (tvrdosť HB 250-320).
3. Lokálne spevnenie povrchu (voliteľné)
Indukčné kalenie: Vysokofrekvenčné kalenie povrchu inštalácie ložiska na zlepšenie odolnosti proti opotrebovaniu (tvrdosť HRC 50-55).
Nauhličovanie/nitridovanie: vhodné pre vysoko legovanú oceľ na zvýšenie odolnosti proti únave.
4. Žíhanie na uvoľnenie napätia (po presnom obrábaní)
Nízkoteplotné žíhanie pri 200-300 °C℃eliminuje napätie pri obrábaní a zabraňuje deformácii.
Úvod do funkcií:
1. Prenos krútiaceho momentu: Kužeľové hlavy sa používajú na väčší prenos točivého momentu motora
efektívne a zaisťuje hladký proces valcovania.
2. Zlepšenie stability spojenia: Dizajn kužeľovej hlavy pomáha zlepšiť stabilitu spojenia medzi nimi
hlavu valca a hriadeľ spojky, čím sa znižuje uvoľňovanie alebo opotrebovanie pri vysokých rýchlostiach.
3. Prispôsobenie rôznym potrebám valcovania: Dizajn kužeľovej hlavy pomáha prispôsobiť sa rôznym typom
procesy valcovania, ako je valcovanie za tepla a valcovanie za studena, ako aj potreby valcovania rôznych materiálov.
Súvisiace produkty




