




Stredný valčekový klin horúceho mlyna
GW presný medzivalčekový klin Výhody:
vysoko presné inteligentné CNC výrobné zariadenia, high-tech personál, vyspelý systém spracovania, prísny proces kontroly kvality, vynikajúci proces riadenia výroby, je zárukou vysoko kvalitných produktov.
S cieľom lepšie zabezpečiť kvalitu produktov medziľahlých ložísk, okrem pravidelnej kontroly veľkosti, spoločnosť kúpila vysoko presný trojpolohový štandardný merací stroj typu mobilného mostíka, presnosť detekcie až do úrovne 2 mikrónov, aby sa zabezpečila absolútna základňa kontroly rôznych veľkostí dielov a kontroly tolerancie správania.
- Guangwei Precision
- Luoyang, Čína
- Zmluvné upresnenie
- Ročná kapacita oceľovej cievky je 4000 kusov
- informácie
Stredný valčekový klin horúceho mlyna
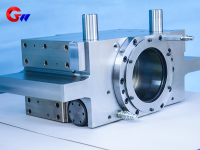
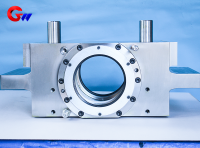
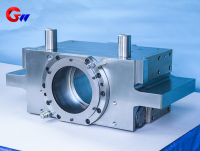
Stredný valec ložiska vo valcovni za tepla je kľúčovým komponentom vo výrobnej linke na valcovanie za tepla, ktorý sa používa hlavne na podoprenie a upevnenie medzivalca, odoláva obrovskej valcovacej sile, nárazovej sile a vysokoteplotnému prostrediu.
Aplikačné scenáremedzisedadlo valčekového ložiskavo valcovni za tepla
pracovné prostredie
Vysoká teplota: Počas procesu valcovania za tepla môže teplota valcovne dosiahnuť viac ako 800 ℃ a ložiskové sedlo musí odolávať sálavému teplu a vodivému teplu.
Vysoké zaťaženie: schopné vydržať valivé sily (až tisíce ton) a časté nárazové zaťaženie.
Prach/vlhko: Valiaca sa chladiaca voda a vodný kameň oxidu železa sú náchylné na inváziu, čo si vyžaduje vysokú odolnosť voči tesneniu a korózii.
Funkčné požiadavky
Presné polohovanie: Zabezpečte rovnobežnosť a presnosť valcovania valcov valcovacej stolice.
Odolný voči opotrebovaniu a únave: predlžuje životnosť a znižuje prestoje pri údržbe.
Záruka mazania: Na zníženie trenia a opotrebovania je potrebný vysokotlakový mazací systém (ako je olejové vzduchové mazanie).
Proces tepelného spracovania medziľahlého ložiskového sedla vo valcovni za tepla
Tepelné spracovanie je kľúčovým krokom pri zlepšovaní mechanického výkonumedzivalecložiskové sedlá, zvyčajne zahŕňajúce tieto kroky:
Predúprava (normalizácia alebo žíhanie)
Odstráňte vnútorné napätie vo výkovkoch alebo odliatkoch, zjemnite zrnitosť a pripravte na následné spracovanie.
Kalenie + temperovanie (kalenie a temperovanie)
Kalenie: Zahrievanie na kritickú teplotu (napríklad 850-900 ℃) a potom rýchle ochladenie (kalenie vodou alebo kalenie v oleji), aby sa získala martenzitická štruktúra s vysokou tvrdosťou.
Popúšťanie: Popúšťanie pri strednej teplote (400-600 ℃) sa používa na vyváženie tvrdosti a húževnatosti, aby sa zabránilo krehkému lomu.
Spevnenie povrchu (voliteľné)
Indukčné kalenie: Lokálne kalenie kontaktnej plochy ložiska na zlepšenie odolnosti proti opotrebovaniu.
Nauhličovanie/nitridovanie: vhodné pre vysoko legovanú oceľ, zvyšuje tvrdosť povrchu a odolnosť proti únave.
Žíhanie na zmiernenie stresu
Po presnom obrábaní sa vykoná nízkoteplotné žíhanie (200-300 ℃), aby sa eliminovalo napätie pri obrábaní.
Presná výroba GW všetky druhy medziľahlých valivých ložísk a iných presných častí mlynov.
GW presnosťmedzisedadlo valčekového ložiska výhody:
vysoko presné inteligentné CNC výrobné zariadenia, high-tech personál, vyspelý systém spracovania, prísny proces kontroly kvality, vynikajúci proces riadenia výroby, je zárukou vysoko kvalitných produktov.





