




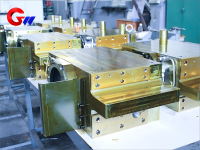


Sedadlo pracovného valca na prevádzkovej strane valcovne za tepla
Základná funkcia a požiadavky na pracovný stav ložiska pracovného valca na prevádzkovej strane valcovne za tepla
Základné funkcie
Umiestnenie a podpora valca: znáša radiálne zaťaženie (1500-4000 kN na jednej strane) a axiálnu silu (≤ 10% radiálnej sily) pracovného valca valcovne za tepla.
Rozhranie rýchlej výmeny kotúča: Integrovaný hydraulický uzamykací mechanizmus (tlak 20-25MPa), čas výmeny kotúča ≤ 15 minút.
Kompenzácia tepelnej deformácie: Pri teplote valcovania 300-600 ℃ je axiálna tepelná dilatačná medzera vyhradená na 0,1-0,15 mm/100 ℃.
- Guangwei Manufacturing Precision
- Henan, Luoyang
- Zmluvné upresnenie
- Ročná kapacita je 500 kusov
- informácie
Sedadlo pracovného valca na prevádzkovej strane valcovne za tepla
Kompatibilné modely
4-vysoká valcovňa za tepla: šírka pásu 800-2200 mm, rýchlosť valcovania ≤ 12 m/s.
Reverzibilná predhrubovacia fréza: kolísanie valcovacej sily ± 25 %, frekvencia nárazového zaťaženia ≥ 5-krát/min.

Špecifikácia materiálu a tepelného spracovania sedla pracovného valčeka na prevádzkovej strane valcovne za tepla
Hlavný materiál sedadla ložiska pracovného valčeka
Trieda liatej ocele: ZG35CrNiMo (optimalizované zloženie)
Prvok | C 0,32-0,38 | Cr 0,8-1,2 | Je to 1,0-1,5 | V 0,2-0,4|
Výkonnostné charakteristiky:
Medza klzu pri vysokej teplote (σ ₀, ₂ ≥ 550 MPa pri 500 ℃);
Energia nárazu pri nízkej teplote (-20 ℃ AKV ≥ 50 J).
Materiály kľúčových komponentov
Povrchová úprava materiálu tepelnou úpravou
Kalené a temperované teleso sedla ložiska ZG35CrNiMo + spevnenie otryskaním (Sa2,5)
Výstelková doska odolná proti opotrebeniu 42CrMo4 indukčne kalené tvrdé chrómovanie (30-50 μm)
Tesniaci komponent 316L nerezová oceľ úprava tuhým roztokom elektrolytické leštenie
Proces tepelného spracovania
Kalenie: 850 ± 10 ℃ × 4 h (chladenie oleja, rýchlosť chladenia ≥ 80 ℃/s);
Temperovanie: 580 ± 10 ℃ × 6h (chladenie vzduchom, kontrola tvrdosti HB 280-320);
Kryogénne ošetrenie: - 80 ℃ počas 2 hodín (na zlepšenie rozmerovej stability).
Mechanické spracovanie a presnosť montáže uloženia pracovného valca na prevádzkovej strane valcovne za tepla
Kritické rozmerové tolerancie
Metódy testovania tolerancie projektu
Priemer ložiskového otvoru (Φ) Úroveň H6 (± 0,015 mm) pneumatický merač + systém troch súradníc
Rovinnosť inštalačnej plochy ≤ 0,02 mm/m elektronickej vodováhy
Priemyselný endoskop s krížovým otvorom v okruhu hydraulického oleja R0,5 ± 0,1 mm
Požiadavky na montáž sedla ložiska pracovného valca valcovne za tepla
Sila predpätia ložiska: Axiálne predpätie kuželíkových ložísk je 0,05-0,08 mm (merané číselníkom);
Tesniaca vôľa: radiálna 0,3-0,5mm (labyrintové tesnenie), axiálna 1,0-1,2mm.

Vyššie uvedené výhody našej spoločnosti pri výrobe sediel ložísk robia našu spoločnosť na vyspelej pozícii vo výrobe produktov ložiskových blokov v tuzemsku. Výrobné zákazky v odvetví vedú. Zamestnanci spoločnosti sa naučia pokročilé nápady riadenia rovnakého odvetvia v budúcej výrobe a spracovaní, aby spoločnosť mohla lepšie slúžiť zákazníkom a rásť spolu so zákazníkmi.
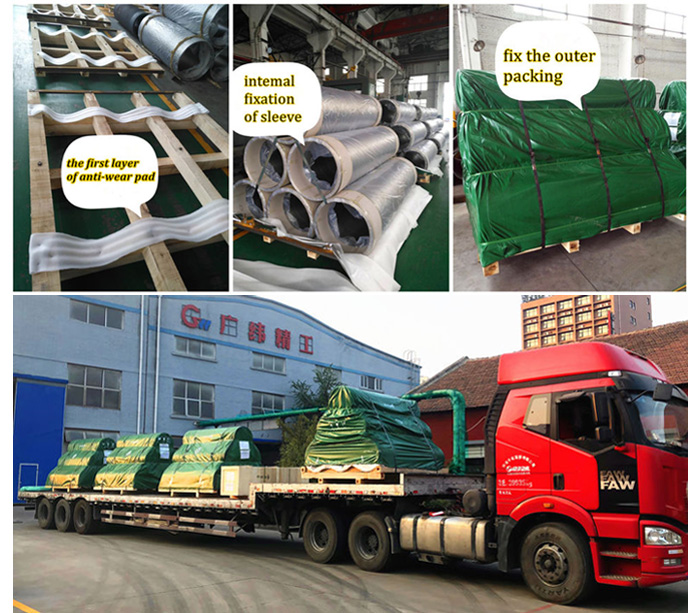
Balenie
Začnite deň voľna tak, že sa obrátite na Luoyang Guangwei Precision Manufacturing Technology Ltd. pre akékoľvek Horúca valcovňa stroja na prevádzkovej strane bloku valčekových ložísk potreby opravy vretena, ktoré môžete mať.
Máme technológiu, vybavenie a znalosti, aby sme sa uistili, že budete 100% spokojní.
Naši technici majú mimoriadne skúsenosti a sú jedni z najlepších v odbore.
Príďte sa pozrieť, ako vám môžeme ušetriť prestoje a udržať vás v chode.
Čas sú peniaze, zavolajte hneď!



